
Concevoir pour durer avec le Lean engineering
Certaines marques semblaient éternelles il y a encore quelques années.
Nokia dominait le marché du téléphone mobile. Kodak incarnait la photographie. BlackBerry équipait la plupart des dirigeants et des traders. Dans l’automobile, Infiniti portait l’ambition premium de Nissan.
Pendant longtemps, ces entreprises ont compté parmi les acteurs dominants de leur industrie. Et pourtant, leurs produits ont aujourd’hui disparu du paysage.
Pourquoi certains produits cessent-ils tout simplement d’être aimés ?
On évoque souvent un manque d’innovation, des erreurs stratégiques ou l’arrivée de nouveaux concurrents. Ces explications existent, mais elles ne suffisent pas. À un moment donné, ces produits correspondaient parfaitement au marché. Puis les usages évoluent, les attentes changent, de nouvelles alternatives apparaissent — et le produit cesse d’être choisi.
Beaucoup d’entreprises grandissent, industrialisent, optimisent… sans toujours maintenir ces questions au cœur de leurs décisions.
- Pourquoi ce produit existe-t-il ?
- Pour qui est-il réellement conçu ?
- Comment est-il réellement utilisé ?
- Qu’est-ce qui doit le rendre évident à choisir ?
- Quel rôle joue-t-il dans la gamme ?
Lorsque ces questions perdent en clarté, le produit cesse peu à peu de remplir sa fonction principale et d’apporter quelque chose de réellement utile et désirable à ceux qui l’utilisent.
La question devient alors plus directe : comment concevoir des produits qui continuent de trouver leur place sur le marché, année après année ?
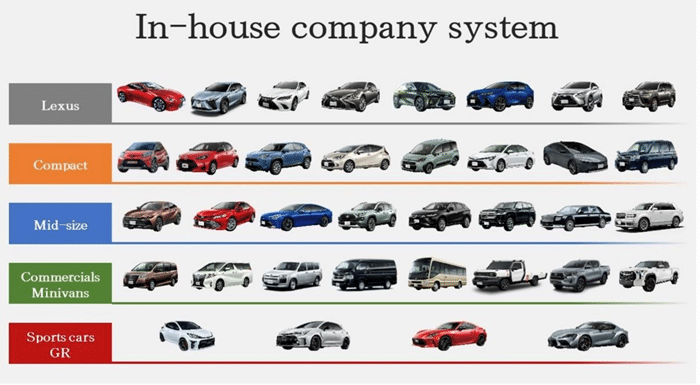
Certaines entreprises semblent mieux y parvenir que d’autres. Toyota en est un exemple éclairant. Avec plus de 11 millions de véhicules vendus en 2025, le groupe est numéro 1 des ventes pour la sixième année consécutive, malgré les crises successives, les transformations profondes de l’industrie automobile et une concurrence devenue particulièrement intense.

Pour comprendre ce phénomène, il ne suffit pas d’observer comment Toyota produit, mais comment Toyota conçoit. La question n’est donc pas seulement de produire efficacement, mais de ne pas perdre de vue pourquoi — et pour qui — le produit existe.
Lors d’une rencontre de la communauté Lean Engineering de l’Institut Lean France avec Michael Ballé, une question a été posée : pourquoi Toyota réussit mieux que les autres ?
Cette logique peut être représentée de manière simple :
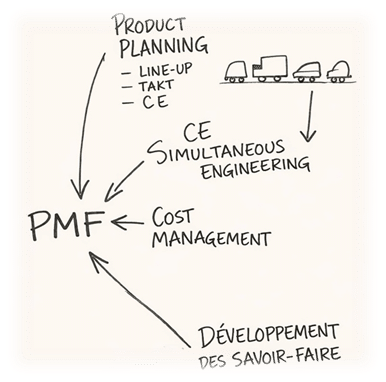
Ce schéma représente un système dans lequel tout converge vers une seule chose : trouver le bon «Product Market Fit », autrement dit : concevoir un produit qui rencontre réellement son marché.
1. « Product planning » : concevoir un flux de produits
Un produit s’inscrit dans une gamme qui évolue dans le temps. Il fait partie d’un flux de produits qui se succèdent et s’améliorent génération après génération.
Cette gamme (« line-up ») repose sur une compréhension concrète des usages. Par exemple, les taxis à Hong Kong privilégient des véhicules robustes capables de supporter des usages intensifs, tandis qu’à Paris dominent des berlines hybrides ou des vans, adaptés à d’autres contraintes d’exploitation. Ces différences structurent les choix de conception.
Le développement ne part donc pas d’une page blanche. Il part du produit existant, que l’on fait évoluer en fonction de deux réalités : l’évolution des attentes du marché et les évolutions technologiques.
Ce mouvement est lissé dans le temps : changements majeurs, évolutions mineures de design et améliorations continues (kaizen). Ce takt produit permet d’ajuster progressivement la gamme au marché tout en maintenant sa cohérence et en évitant la cannibalisation.
C’est dans ce cadre que s’inscrit le product planning : il ne s’agit pas de lancer un projet, mais de définir l’évolution pertinente d’un produit pour un segment donné — c’est à ce moment que se joue l’essentiel, avant même de concevoir une solution technique.
Les travaux de Takao Sakai permettent d’éclairer la manière dont cette étape est structurée. Le point de départ n’est ni une architecture technique, ni une contrainte industrielle, mais une représentation cohérente du futur produit, formalisée dans un « Concept Paper », qui rassemble en une seule vision son positionnement, ses performances et les raisons pour lesquelles il sera choisi.
Autrement dit, ce qui est défini en premier n’est pas une solution technique, mais un produit cohérent : pour un client précis, dans un usage donné, avec une promesse claire et une place dans la gamme.
« 1000 chansons dans la poche » pour l’iPod, « un ordinateur sur chaque bureau » pour Microsoft, ou encore Lexus qui offre la tenue de route d’une BMW et le confort d’une Cadillac. Un concept produit se formule souvent ainsi : une promesse claire, immédiatement compréhensible, qui rend le produit évident à choisir. Il peut aussi traduire une intention plus profonde, comme celle de la Prius, conçue pour réduire au maximum son empreinte environnementale jusqu’à littéralement disparaitre dans le paysage quand on la regarde sur une photo.
Cette vision est ensuite portée tout au long du développement par le Chief Engineer, dont le rôle est d’en maintenir la cohérence malgré les contraintes techniques, industrielles et économiques qui apparaissent progressivement, et d’arbitrer pour préserver ce qui fait la valeur du produit.
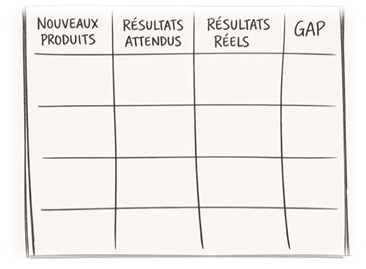
Cette étape a aussi une fonction d’apprentissage. Lors de la session de Lean Engineering, un exercice consistait à comparer les résultats attendus des produits récents (volume, marge, time to market) avec leurs performances réelles sur le marché. L’écart ainsi mis en évidence devient le point de travail : il permet d’identifier ce qui n’a pas fonctionné et d’ajuster la génération suivante. Le product planning devient ainsi un mécanisme d’apprentissage qui nourrit l’évolution des produits.
C’est sur cette base que repose la deuxième astuce du Lean en ingénierie pour concevoir des produits qui se vendent.
2. L’ingénierie simultanée : apprendre plus tôt
Lorsqu’on décrit le développement d’un produit, on l’imagine souvent comme une suite d’étapes bien ordonnées : planification, design, ingénierie, prototypes, tests, puis production.
Cette représentation semble logique. Elle produit pourtant souvent l’effet inverse. Chaque fonction attend que la précédente ait terminé. Le design avance sans intégrer les contraintes de fabrication, les arbitrages de coût interviennent une fois les choix engagés, et les fournisseurs découvrent certaines difficultés trop tard. Une contrainte identifiée tardivement peut alors imposer une modification du design, avec des délais et des coûts supplémentaires.
Le projet avance alors par à-coups. Entre l’investissement initial et la mise sur le marché, le lead time s’allonge et le capital reste immobilisé.
Toyota adopte une organisation différente : les fonctions ne se succèdent plus, elles travaillent en parallèle dès les premières phases. On appelle cela le « Simultaneous engineering ».
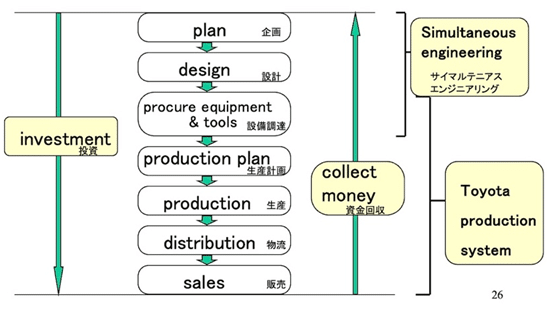
Le développement devient une confrontation du concept avec les contraintes réelles du projet. La faisabilité est testée dès les premières phases sous tous ses angles : fabrication, fournisseurs, usage. Ce qui apparaîtrait tardivement dans une organisation classique devient visible en amont.
Dans cette configuration, le Chief Engineer n’est pas seulement un coordinateur. Il porte la cohérence du produit et arbitre entre les différentes contraintes — fabrication, performance, usage — à mesure qu’elles apparaissent, ce qui permet de faire émerger les problèmes plus tôt, lorsque leur correction reste peu coûteuse.
La connaissance circule entre les équipes, les décisions se synchronisent et les ajustements tardifs deviennent plus rares. Le développement se rapproche d’un flux continu, ce qui réduit le lead time et limite l’immobilisation du capital.
Ce déplacement dans le temps a une conséquence directe : il permet de traiter certaines contraintes dès le début du projet, plutôt que de les subir en fin de développement, lorsque les problèmes sont devenus plus difficiles et coûteux à résoudre.
C’est là que se situe le troisième levier : considérer le coût non plus comme une conséquence du développement, mais comme une contrainte de conception.
3.Maîtriser le coût dès la conception
Parmi les contraintes du développement, le coût occupe une place particulière. Chez Toyota, il n’est pas évalué en fin de développement. Il est posé dès le départ. À partir du prix de vente attendu et du niveau de profit visé, un coût cible est établi très tôt dans le projet :
Prix de vente – profit cible = coût autorisé
Ce coût devient une contrainte structurante pour l’ensemble du développement. Chaque solution technique est évaluée à l’aune de cet objectif. Lorsque des écarts apparaissent — ce qui est inévitable — ils déclenchent immédiatement des arbitrages qui portent directement sur le produit : niveau de performance, choix techniques, fonctionnalités, voire positionnement en prix ou en volume.
Le Chief Engineer est au cœur de ces décisions, chargé de défendre le concept tout en garantissant sa viabilité économique, en maintenant un équilibre entre valeur perçue et coût de réalisation. Cet arbitrage est itératif : à plusieurs moments du projet, les objectifs de coût sont réévalués et les choix ajustés. Le coût cesse ainsi d’être une vérification finale. Il devient un instrument de conception du produit.
Mais, au fil des projets, ce ne sont pas seulement les produits qui s’améliorent. C’est la capacité même de l’entreprise à concevoir qui se construit et se renforce.
4.Développer les véritables actifs de l’entreprise
Depuis plus de soixante-dix ans, Toyota développe et accumule un capital humain de conception qui se renforce génération après génération. Ce capital ne se limite pas à un savoir-faire technique. Il repose sur une compréhension fine des usages, une capacité à anticiper les contraintes industrielles, à intégrer les enjeux des fournisseurs, à arbitrer entre des exigences contradictoires — coût, performance, usage — et à coordonner des acteurs aux logiques différentes autour d’un même objectif produit.
Concevoir des produits qui continuent d’être aimés ne relève pas d’un projet isolé. Cela repose sur une capacité collective, construite dans le temps, à prendre des décisions produit pertinentes dans des contextes complexes et évolutifs.
Cette capacité se construit concrètement, projet après projet.
En définissant plus clairement les produits, en confrontant très tôt les choix aux contraintes réelles, et en arbitrant en permanence entre valeur et coût, l’entreprise ne se contente pas d’améliorer ses produits. Elle développe sa manière de décider, d’anticiper, de négocier et de résoudre les conflits inhérents au développement.
Chaque projet laisse ainsi des traces : une meilleure compréhension des clients, une maîtrise accrue des architectures produit, des réflexes d’arbitrage plus justes, et une capacité renforcée à faire émerger et traiter les problèmes plus tôt.
Ces éléments ne figurent pas dans les comptes. Pourtant, ce sont eux qui conditionnent la capacité à concevoir des produits qui trouvent leur place sur le marché dans la durée. L’entreprise ne se développe donc pas seulement en produisant des véhicules. Elle se développe en renforçant, au fil du temps, sa capacité à décider.
Certaines entreprises produisent des volumes, d’autres apprennent, génération après génération, à concevoir des produits que les gens continuent de choisir.
Julie Chevalier
Publié le 30 mars 2026 sur Articles ILF. Abonnez-vous sur LinkedIn
Cet article Les produits qu’on cesse d’aimer est apparu en premier sur Institut Lean France.
A lire aussi
-
Résolution de problèmes au quotidien
Publié le 18/07/2016
Cher Gemba Coach, J’entends beaucoup parler de « résolution de problèmes au...
-
Publié le 16/11/2017
Derrière l’image plan-plan de fast follower que présente Toyota se cache une...
-
Lean et psychologie du changement
Publié le 12/11/2018
Cher Gemba Coach, Avez-vous une psychologie du changement ? Si oui, quelle est-elle?...
-
Publié le 07/04/2026
Outil simple en apparence (qui possède pourtant d’une mauvaise réputation parmi...
-
Trouver une solution ou comprendre le problème ?
Publié le 04/03/2020
Manon travaille dans un très grand hôpital de la région parisienne, au service...
-
Entrepreneurs : voir loin et réussir
Publié le 02/12/2025
Il y a bientôt 10 ans, je me retrouvais sur le chemin du Lean dans un cas de figure...
-
Qui s’occupe des machines dans votre usine ?
Publié le 21/01/2025
La semaine dernière j’ai eu une conversation passionnante, et flippante à la...
-
Publié le 11/03/2022
La réflexion Lean est affaire de participation volontaire, et non d’audits...
-
Oui, il faut réduire les coûts… mais pas n’importe comment !
Publié le 03/07/2020
Avec la perte de PIB et de chiffre d’affaires que nous venons tous d’encaisser,...
-
On apprend vraiment mieux en résolvant des problèmes
Publié le 02/11/2021
Nous avons souvent l’impression d’avoir tout juste inventé la gestion de...